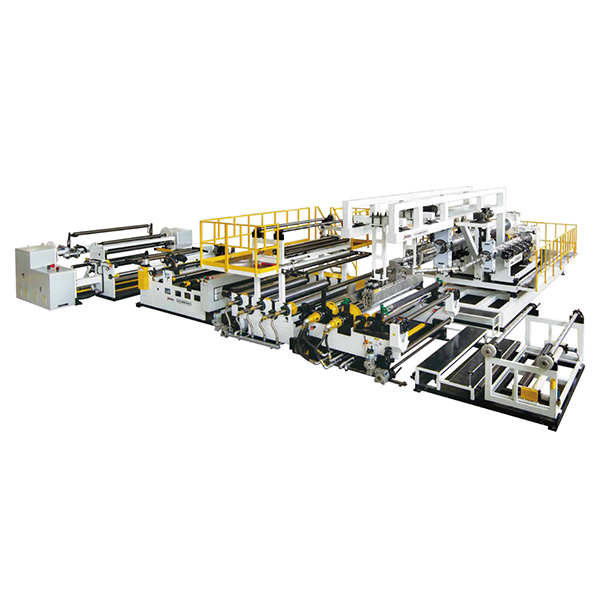


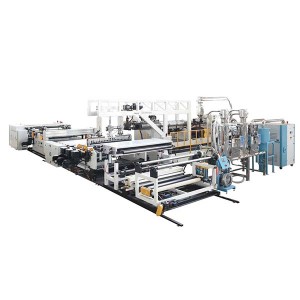
TPU Hoch-Niedrig-Temperatur/Hochelastische Folien-Coextrusionsanlage
Merkmale der Produktionslinie
TPU-Rohstoffe mit unterschiedlichen Temperatur- und Härtebereichen werden von zwei oder drei Extrudern gleichzeitig extrudiert. Im Vergleich zum traditionellen Verbundverfahren ist es wirtschaftlicher, umweltfreundlicher und effizienter, Hochtemperatur- und Niedertemperatur-Dünnschichten offline zu rekombinieren.

Wichtigste technische Spezifikation
|
Modell |
Produktbreite |
Produktdicke |
Kapazität |
|
JWS90+JWS100 |
1000-2000mm |
0,02-0,5mm |
200-250kg/h |
|
JWS90+JWS90+JWS90 |
1000-2000mm |
0,02-0,5mm |
200-300kg/h |
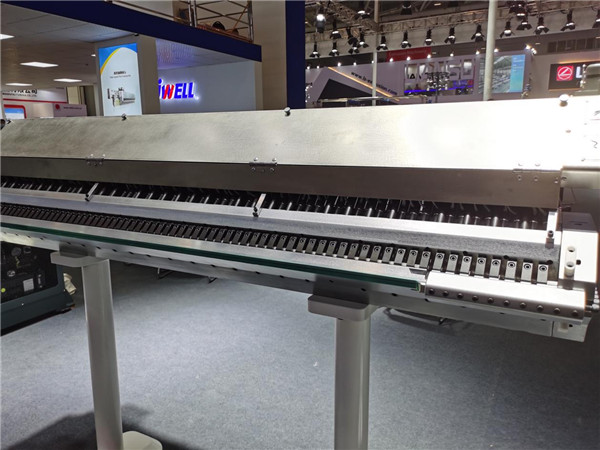
Die Matrize (Form)nimmt einen Wassertropfen-Strömungskanal der Verlängerung V an, mit der Shunt-Technologie und der speziellen Dreieck-Stabilisierungsstruktur. Verbundschichtung und Verbesserung der Präzision des Extrusionsprozesses, um "M"- und "W"-förmige Fließmuster effektiv zu eliminieren. Die obere Matrizenlippe mit manueller Feinabstimmung des Abdrücktyps + einteiliger Matrizenlippe mit automatischer Feinabstimmung, manueller Einstellbereich beträgt ± 1 mm, automatischer Einstellbereich ± 300 um; Über die Steuerteile für die automatische Düsenlippeneinstellung verwenden wir derzeit ein sehr fortschrittliches, vollständig geschlossenes Regelsystem und das automatische Messsystem macht die Produktdicke auf ±2% genau Echtzeit genaue Dickentoleranz der Produkte. Durch das Computerprogramm, das die Daten verarbeitet, Feedback an die Wärmeausdehnung der speziellen Düsenlippeneinstellschraube und die Öffnung der Düsenlippendicke für eine automatische Feinabstimmung, eine schnelle und effektive Kontrolle der Produktdicke genau realisiert wird. Und wir haben eine gute Skalierbarkeit des Düsenkopfes, je nach Kundenbedarf, passend zu verschiedenen "Breiteneinstellvorrichtungen des Innenblockiertyps" oder "der Breiteneinstellvorrichtung des Außenblockiertyps", um die Bedürfnisse der Kunden an eine effizientere Produktion besser zu befriedigen.


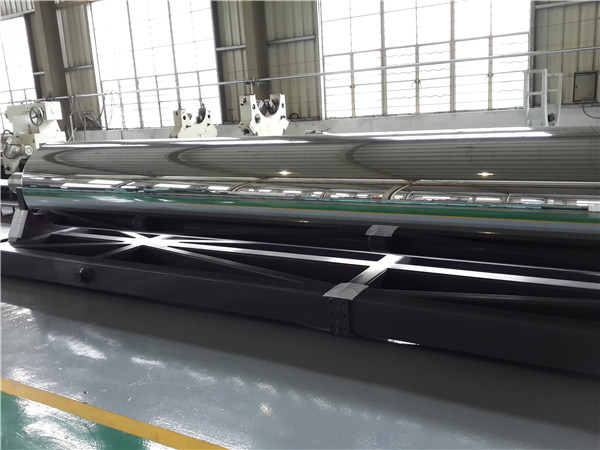
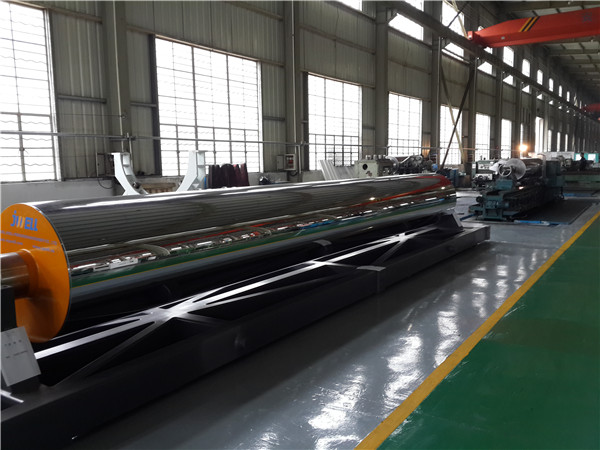
Super-Spiegelrolle
● Das Oberflächenrauhigkeitsniveau der Walze kann Ra0,005-0,01μm erreicht werden;
● Die Zylindrizität und Kozentrizität der Rolle kann ≤0,005 mm erreicht werden;
● Erhöhte Rollensteifigkeit und minimierte Temperaturabweichung der Rollenoberfläche durch spezielles Rollenstrukturdesign.
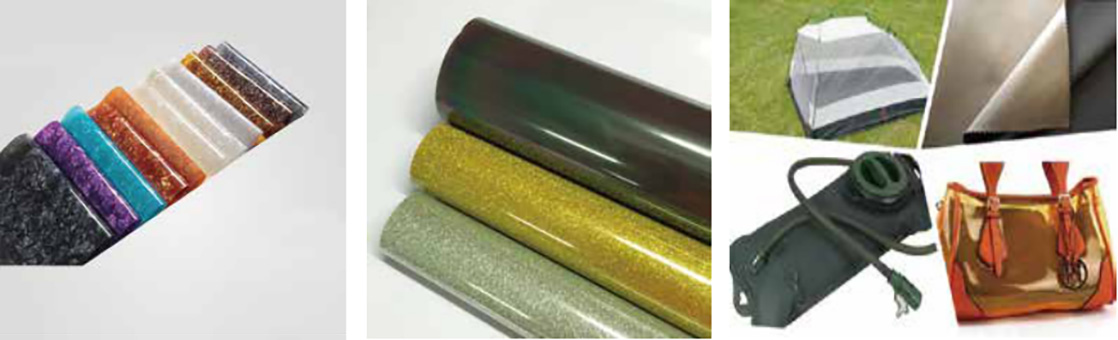
Produktkategorien
-

TPU Casting Composite Film Extrusionsmaschine
-

TPU-Film-/Heißschmelzfilm-Extrusionsmaschine
-
PP/PE/EVOH/PA/PLA Mehrschicht-Beschichtungsfolie extr...
-

Einschichtige oder mehrschichtige Gießfolienextrusion ...
-

TPU unsichtbare Autobekleidungs-Produktionslinie
-

Einschichtiger oder mehrschichtiger Beschichtungsfilm-Extrus...





