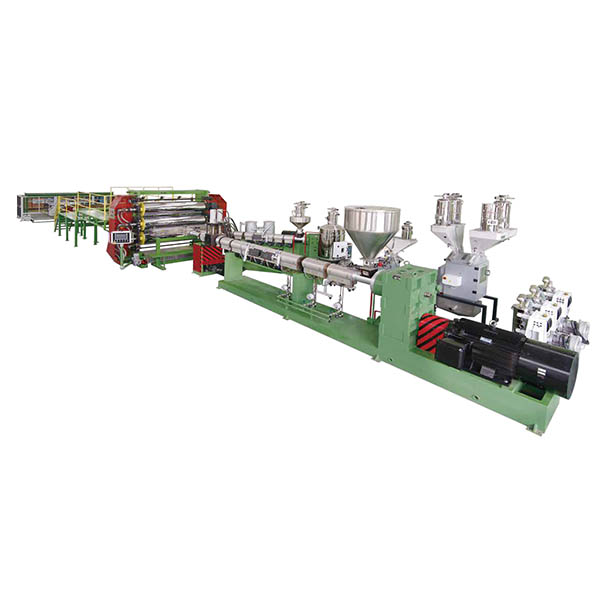
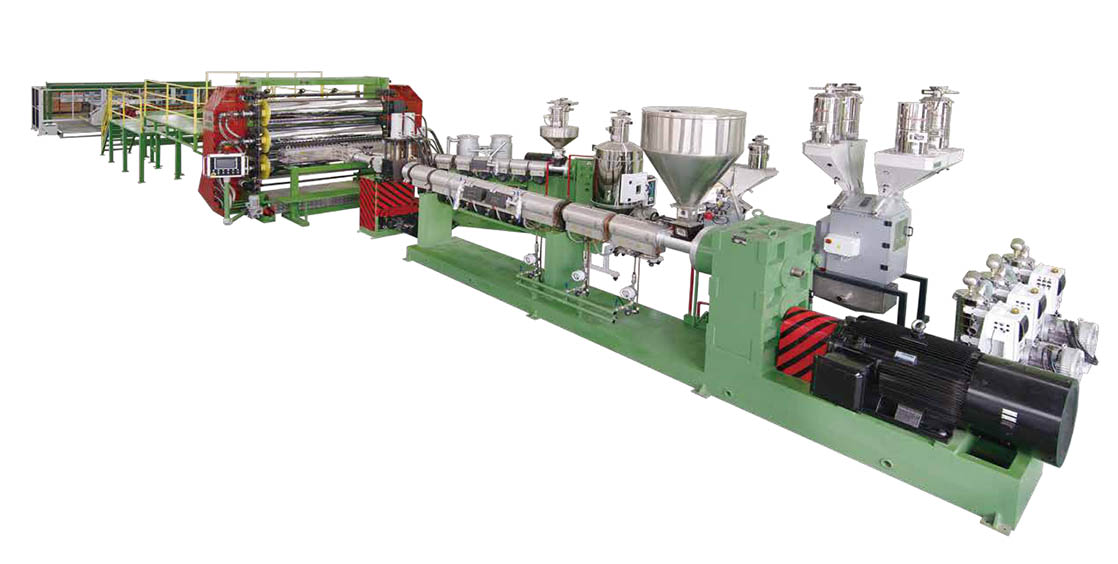
HDPE-Thermoformplatten-Extrusionslinie
Jwell liefert ein fortschrittliches Extrusionssystem, es eignet sich zur Herstellung von HMW-HDPE-Material mit niedrigem MFI und hoher Festigkeit in Platten Abdeckung usw. Die Plattendicke kann bei gleicher Schlagfestigkeit um mehr als 30% reduziert werden, wodurch die Produktionskosten für die Hersteller gesenkt werden. Plattenstärke 2-12 mm, Breite 2000-3000 mm.
Wichtigste technische Spezifikation
|
Modell |
Produktbreite (mm) |
Produktdicke (mm) |
Kapazität (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Hinweis: Die Spezifikationen können ohne vorherige Ankündigung geändert werden.
Produktbildanzeige




Übertragungssystem
Die Funktion des Antriebssystems besteht darin, die Schnecke anzutreiben und das Drehmoment und die Geschwindigkeit bereitzustellen, die die Schnecke im Extrusionsprozess benötigt. Es besteht normalerweise aus einem Motor, einem Untersetzungsgetriebe und einem Lager.
Heiz- und Kühlgerät
Heizen und Kühlen sind notwendige Bedingungen für den Ablauf des Kunststoffextrusionsprozesses.
1. Der Extruder verwendet normalerweise eine elektrische Heizung, die in Widerstandsheizung und Induktionsheizung unterteilt ist. Das Heizblech wird in Körper, Hals und Kopf eingebaut. Das Heizgerät erwärmt den Kunststoff im Zylinder von außen, um die Temperatur auf die für den Prozessbetrieb erforderliche Temperatur zu erhöhen.
2. Die Extruder-Kühleinrichtung ist so eingestellt, dass sich der Kunststoff im vom Prozess geforderten Temperaturbereich befindet. Insbesondere soll die überschüssige Wärme, die durch die durch die Schraubendrehung verursachte Scherreibung erzeugt wird, ausgeschlossen werden, um zu vermeiden, dass die Temperatur zu hoch wird, um die Zersetzung, das Anbrennen oder die Formgebung des Kunststoffs zu erschweren. Die Zylinderkühlung wird in zwei Arten unterteilt: Wasserkühlung und Luftkühlung. Generell sind kleine und mittlere Extruder eher für die Luftkühlung geeignet, große Extruder meist wassergekühlt oder mit zwei Kühlformen kombiniert.





